Vacuum infusion – infusion technology with LEO
Composites and high-performance sandwich structures with the SAERTEX LEO® brand are suitable for the vacuum infusion process.
In the past, lightweight components made of fiber-reinforced plastics (FRPs) for the railway vehicle market were produced mainly using filled resin systems – usually polyester resin – using the hand lay-up procedure. With this manual method, a lamination roll is used to coat the filled resin system onto a glass fiber mat that was previously placed into the mold in a dry condition; then the mat is impregnated. This process is repeated until the required component thickness is achieved. Usually the glass fiber mats consist of non-directional fiber snippets – so-called chopped strand mats (CSM). The use of chopped strand mats results in FRPs which, due to the non-directional structure of the reinforcing material, have only a low material performance.
In addition, the combination of highly filled resin systems with chopped strand mats and processing using the hand lay-up method results in FRP components with a low content of reinforcing material, which in turn decreases the performance, in particular the ratio of the mechanical properties to the component weight.
Due to the manual lay-up process, it is also difficult to achieve uniform component quality. Firstly, the applied resin system often contains air bubbles that must be removed during the component manufacturing process because they reduce the quality of the composites. This is often difficult, and achieving uniformity is rarely possible. Furthermore, as a result of their production method, the chopped strand mats that are used are subject to large variations in glass content. Thus, it is also difficult to adjust the desired glass content in a reproducible manner.
The manual lay-up process is a so-called open process and is possible with very simple technical requirements, since only a single-shell mold is required for the production of composites from fiber reinforced plastics. However, the manual lay-up process is a purely professional application; therefore, the component quality is highly dependent on the experience and skills of the person who performs it.
Vacuum infusion
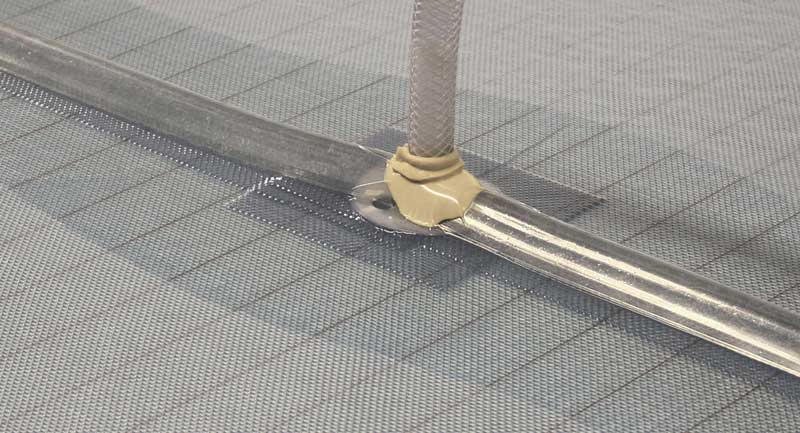
In contrast to the manual lay-up process, vacuum infusion is a closed process. Here, the pre-calculated FRP structure of dry non-crimp fabrics that has been selected according to the structural requirements of the component is placed in the mold. The non-crimp fabric structure or the different layers of the non-crimp fabric, can differ in terms of their weight per unit area, the angles of the reinforcing layers, and the number of individual layers. The structure of the non-crimp fabrics is thus component-specific and can be adapted according to the mechanical performance requirements and the desired maximum component weight.
In addition, not only components that are constructed purely of (monolithic) glass fiber non-crimp fabrics, but also components with an integrated foam core (sandwich components) can be produced. Unlike the traditional hand lay-up method, the impregnation of the structure in the vacuum infusion method does not take place layer-by-layer, but in a single step. For this purpose, the entire non-crimp fabric structure – which is still dry – is covered with a flexible film and the infusion resin is drawn into the component using negative pressure. As a result, even sandwich components can be produced in a single step without additional adhesive. Due to the definable amount of resin and the adjustable vacuum, high-quality components with definable properties can thus be produced. Because of the differences in pressure during infusion, the (multiaxial) non-crimp fabrics are strongly compacted and pressed against the mold surface, resulting in a high glass fiber content and higher mechanical properties. After the infusioned resin has fully cured, the component can be removed from the mold.
Since the complete component structure is covered by the film during infusion and curing, there are only very low styrene emissions.